Hydrogen Sulfide (H2S) Gas Release from Piping Corrosion Failure Near a Weld at an oil platform

Hydrogen sulfide corrosion has been plaguing the oil and gas industry for many decades. Unless this issue is addressed in areas where high concentrations of hydrogen sulfide are expected or have been measured, catastrophic failures have and will continue to occur.
The Incident
The location of the H2S release was on Platform Hidalgo on
Lease OCS-P 0450. This is offshore the
California coats. It occurred on
February 23, 2012.
A hydrogen sulfide
(H2S) gas release
occurred from a piping corrosion failure
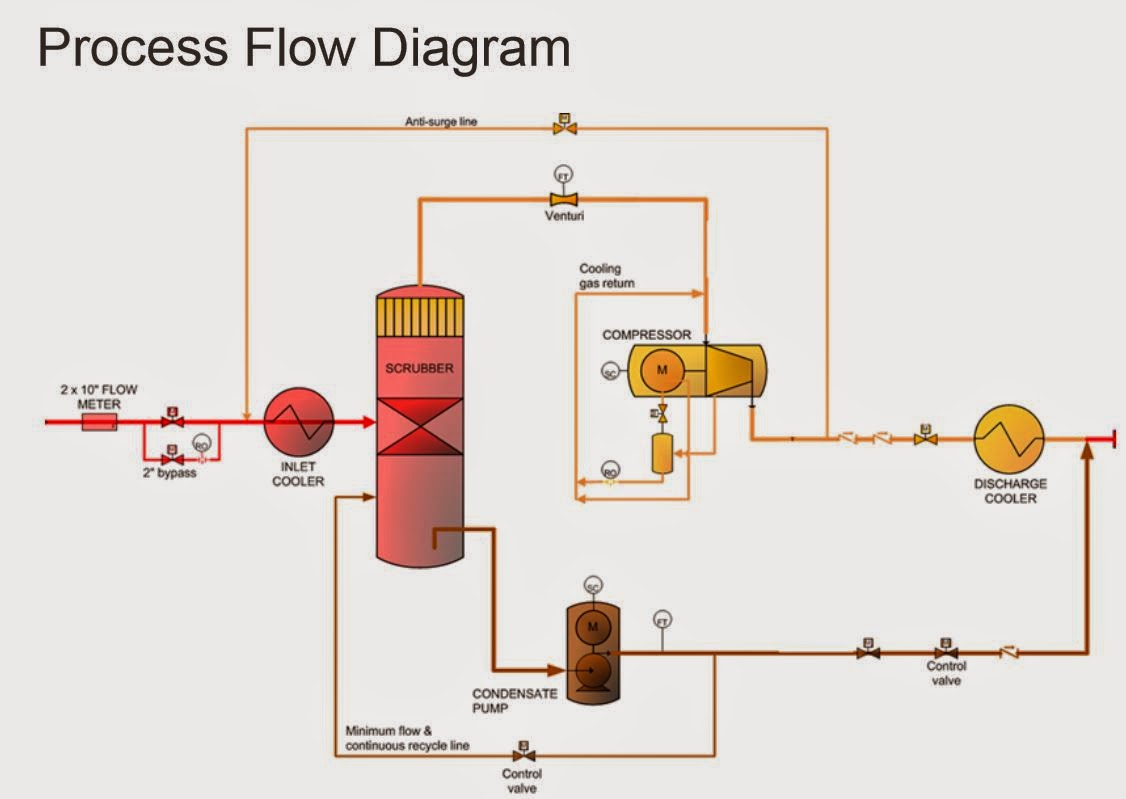
near a weld, on the 8-inch side of an 8-inch by 4-inch reducer on the blowdown
line for a third-stage section compression scrubber. Multiple H2S sensors detected
the release and initiated
a platform shutdown. Platform personnel were directed to muster to the safe briefing areas.
Response personnel using breathing apparatus isolated the leak. No injuries
to any personnel occurred from the incident.
Prior to the platform
being restarted, the failed spool was removed
and saved for testing, and a new spool was installed. The H2S concentration at the release point was estimated to be 40,000 ppm.
Investigation
An incident investigation revealed the following:
The cause of the H2S release was a weld failure
on the side of the reducer.
This failure was caused
by accelerated corrosion resulting from elemental
sulfur in contact
with steel in an area where deposits
could build up. Elemental
sulfur acts as an oxidizer
and is known to accelerate steel corrosion
and cause localized reduction in wall thickness. The elemental
sulfur in the scale was the result
of oxygen contamination in the wet, sour gas stream. Oxygen reacts
with hydrogen sulfide
in liquid water to form elemental sulfur.
Contributing factors to the accelerated corrosion include:
high H2S concentrations sufficient
to introduce elemental
sulfur which exacerbates the corrosion process
and low flow rate in the area of the failure due to the reducer configuration. The areas in the reducer with higher flow rates did not have heavy buildup
of corrosion products.
The reducer spool that failed
is included in a piping
circuit in the operator’s Mechanical Integrity Program.
The circuit was last examined
in May 2011 utilizing a non-destructive test (NDT) ultrasonic “A” scan that was run at specific points on the circuit. The results of the 2011 inspection did not indicate any issues that required corrective action.
NDT results for the piping
circuit covering the last 10 years showed no appreciable loss in wall material thickness.
The ultrasonic inspection procedures used to examine the piping circuit
may not have been effective in identifying the potential
for a weld failure because
the procedures were designed to assess the pipe’s thickness and were taken on a smooth surface
at some distance away from the weld’s location. In addition, the voluminous scale deposits on the steel
surface may have affected the accuracy of the
inspection results.

On August 3, 1999, at
about 2:00 p.m., an 8-inch high pressure gas flowline
on Platform Hermosa ruptured,
resulting in a sour gas release. The break occurred on the mezzanine
deck, about 64 feet above the ocean,
downstream of a third-stage discharge
scrubber, V-14, and just prior to the glycol contactor inlet, V-16. The drop in
pressure activated the automatic safety system on the platform, which shut in oil
and gas production. Platform Hidalgo, with pipelines transporting oil and gas to Platform
Hermosa, was also shut in.
The released gas had an
H2S concentration of about 18,000 ppm. The H2S alarms
on Platform Hermosa activated. No
one on Platform Hermosa was harmed. No harm
to seabirds or other wildlife was observed.
The flowline failed due to
internal corrosion, which reduced
the wall thickness until it could
no longer contain the normal operating pressure. Corrosion was caused
by
condensed liquid water reacting with H2S
gas to form a corrosive acid gas.

Recommendations
Therefore, we recommend
that operators:
·
Inspect all piping
with similar internal exposure, i.e., wet, sour gas where
water and deposits
can accumulate, and replace if
extensive corrosion is identified.
·
Review inspection and
maintenance programs for piping exposed
to sour gas and
·
include procedures for identifying localized corrosion problems using radiography or other
non-destructive inspection methods where normal ultrasonic inspection may not be
effective, such as the areas near welds,
reducers, and flanges.
Verify that your Safety and Environmental
Management System program adequately addresses the design, inspection, testing and quality assurance of piping exposed to
sour gas in order to prevent the buildup of
elemental sulfur and to identify and remediate
areas of excessive corrosion so that similar releases of H2S gas
can be prevented.

Safety Alerts can be found
on the following BSEE webpage: http://www.bsee.gov/Regulations-and-Guidance/Safety-Alerts/Safety-Alerts/
Panel Investigation Reports can be found on the following BSEE webpage: http://www.bsee.gov/Inspection-and-Enforcement/Accidents-and-Incidents/Panel-Investigation-Reports/Panel-Investigation-Reports/
Metropolitan Engineering, Consulting &
Forensics (MECF)
Providing Competent, Expert
and Objective Investigative Engineering and Consulting Services
P.O. Box 520
Tenafly, NJ 07670-0520
Tel.: (973) 897-8162
Fax: (973) 810-0440
E-mail: metroforensics@gmail.com
We are happy to announce the launch of our twitter
account. Please make sure to follow us at @MetropForensics or @metroforensics
Metropolitan appreciates
your business.
Feel free to recommend our
services to your friends and colleagues.