
The Transportation Safety Board of Canada (TSB) today released its investigation report (P14H0011) into the 25 January 2014 rupture of a TransCanada PipeLines Limited pipeline.
A 30-inch natural gas pipeline, Line 400-1, ruptured and ignited at the site of Mainline Valve 402 near Otterburne, Manitoba. The escaping gas burned for approximately 12 hours. Five residences in the immediate vicinity were evacuated until the fire was extinguished.
The investigation determined that Line 400-1 failed due to a fracture that occurred at a pre-existing crack that had remained stable for over 50 years prior to the occurrence. This crack had formed at the time of the pipeline's construction likely due to an inadequate welding procedure and poor welding quality. There was no requirement for inspections of every weld by radiography at the time of the pipeline's original construction.
The fracture was caused by incremental stresses to the pipeline, which were likely due to a combination of factors. These included: weakened soil support in the area due to maintenance activities over the years; record low temperatures that winter; recent work at and around the valve site that may have driven frost deeper into the ground; and thermal contraction that may have occurred when the pipeline cooled due to the absence of gas flow for 20 days prior to the occurrence.
Following the occurrence, the National Energy Board required TransCanada to perform several engineering assessments along Line 400-1. TransCanada performed numerous excavations, inspections and repairs along Line 400-1 before returning it to service. Following the pipeline's return to service, TransCanada performed in-line inspections to rule out other threats to the pipeline's integrity.
//--------------------///
Pipeline Investigation Report P14H0011
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability.
Natural gas pipeline rupture
TransCanada PipeLines Limited
Line 400-1 at Mainline Valve Site 402
Near Otterburne, Manitoba
TransCanada PipeLines Limited
Line 400-1 at Mainline Valve Site 402
Near Otterburne, Manitoba
Summary
At approximately 0115 Central Standard Time on 25 January 2014, a natural gas pipeline rupture and ignition occurred on TransCanada PipeLines Limited’s 762 mm (30-inch) Line 400-1 at the site of Mainline Valve 402 near Otterburne, Manitoba. A crater measuring approximately 24 metres long by 12.5 metres wide was created, and debris was ejected approximately 100 metres from the rupture site. Natural gas burned for approximately 12 hours. Five residences in the immediate vicinity were evacuated, and Provincial Highway 303 was closed until the fire was extinguished. There were no injuries.Ce rapport est également disponible en français.
Factual information
At approximately 0115 Central Standard Time on 25 January 2014, a natural gas pipeline rupture and ignition occurred on TransCanada PipeLines Limited's 762 mm (30-inch) Line 400-1 at mainline valve site 402 near Otterburne, Manitoba. A crater measuring approximately 24 metres long by 12.5 metres wide was created, and debris was ejected approximately 100 metres from the rupture site.Prior to the occurrence, the TransCanada PipeLines Limited (TransCanada) Mainline system had been operating normally. The operating pressure of the pipeline system at the occurrence site was about 6330 kilopascals (kPa), based on the daily average supervisory control and data acquisition (SCADA) data. For this section of the TransCanada system, the maximum operating pressure (MOP), as approved by the National Energy Board (NEB), was 7030 kPa. Due to lack of customer demand, gas had not been flowing since 5 January 2014 in pipeline 400-1. However, static pressurized gas was present in the line between closed valves.
The occurrence site is located on TransCanada's Line 400-1, at Mainline Valve (MLV) 402, approximately 50 km south of Winnipeg, Manitoba. It is surrounded by agricultural land, with a flat topography. The area is sparsely populated with the nearest dwelling approximately 540 metres to the east. The closest roadway is Provincial Highway 303, located approximately 75 metres to the south. Otterburne, Manitoba, the nearest town, has a population of about 120 residents (Figure 1).

The emergency measures implemented by TransCanada included the trucking of compressed natural gas to local hospitals and emergency shelters. Normal gas delivery to affected communities resumed on 28 January 2014 after initial repairs were completed.
At the time of the occurrence, the temperature was -26 °C with calm winds out of the north. Southern Manitoba was experiencing extreme cold-weather conditions that winter, one of the coldest winters since 1898.
TransCanada's pipeline system
TransCanada's Canadian Mainline natural gas pipeline system extends from the Alberta–Saskatchewan border to the Quebec–Vermont border and consists of 57 compressor stations and more than 14 000 km of underground large-diameter pipe. The system, which is composed of up to 8 parallel pipelines, is divided into approximately 30-km intervals by mainline isolation valves.Line 400 consists of 3 parallel pipelines extending south from Compressor Station 41 on TransCanada's Mainline near Winnipeg, Manitoba, to the export/import point at Emerson, Manitoba. Line 400-1, a 30-inch diameter pipeline, was constructed in 1960; Line 400-2, a 36-inch diameter pipeline, was constructed in 1969; and Line 400-3, a 48-inch diameter pipeline, was constructed in 1990. These 3 pipelines supply natural gas to various customers along the route and also interconnect with Viking Gas Transmission and Great Lakes Gas Transmission at the Canada–USA border.
Although there are no compression facilities on Line 400, there are 5 MLV sites along the pipeline. The MLV sites house the mainline isolation valves, crossover valves, associated piping, and controls. Gas can flow in either direction (north to south or south to north) in each of the 3 pipelines, depending on the configuration of the system.
At the time of the occurrence,
- Line 400-1 had not been flowing gas since 5 January 2014 due to market demand;
- Line 400-2 was flowing north to south;
- Line 400-3 was isolatedFootnote 1 at compressor station 41 and was not flowing.
Testing and inspection of Line 400-1
Line 400-1 had been hydrostatically tested when the pipeline was originally commissioned in 1960. No other pressure test had been performed on Line 400-1 since then. Welding and non-destructive examination records from the commissioning of Line 400-1 had not been retained.Internal inspections of Line 400-1 had been performed as follows:
- In 2001, the pipeline was inspected using a caliperFootnote 2 tool and a high-resolution magnetic flux leakageFootnote 3 (MFL) tool.
- In 2009, the pipeline was again inspected using a high-resolution MFL tool.
- In 1997, a single excavation was performed 9 metres downstream of MLV 402 to inspect for the presence of external corrosion.
- In 1998, 1999, and 2009, a series of investigative excavations were performed in the adjoining valve sections to inspect for external corrosion and stress corrosion crackingFootnote 4 (SCC). The closest excavation occurred approximately 3 km downstream of MLV 402.
Design and construction of the MLV 402 site
The MLV 402 site was designed and built in 1960 as part of the construction of Line 400-1. Line 400-2 was constructed in 1969, and was tied over to Line 400-1 at MLV 402 and MLV 403 in 1979. The original 1960 design and as-built drawings of the MLV 402 site could not be located. However, since the MLV 402 site is of the same design as the MLV 403 site, the as-built drawings of the MLV 403 site were examined and compared with the current configurations of both MLV sites.Footnote 5 No inconsistencies with respect to valve supports were identified.Over the years, multiple excavations and backfill activities had occurred in the vicinity of the MLV 402 site as part of normal facility repair, maintenance, and upgrade. The most recent maintenance activity at this location was in early January 2014, for gas handling operations, which involved snow removal to gain access to the valve site.
Site examination
A detailed site examination was performed after the occurrence, and the following was determined:- The pipeline failure resulted in 2 separate break locations approximately 11 metres apart (Figure 2).
- Break 1 occurred approximately 1 metre north of MLV 402-1, at a circumferential transition weld between a fitting (bypass tee) and the adjoining pipe. There was no significant metal deformation observed at this break location.
- Break 2 occurred south of MLV 402-1, at a girth weld between two sections of welded pipe. A sharp wrinkle at the top of the pipe was observed at this break location, indicating that this was likely a secondary break.
- A large crater (approximately 24 metres long by 12.5 metres wide) had been formed, exposing the failed pipeline as well as MLV 402-1 (Photo 1).
- Within the crater, the external coating of the pipeline was completely destroyed by the fire.
- One concrete support pad was observed under MLV 402-1.


Laboratory analysis of the failed pipe
The failed sections of pipe (approximately 14.36 metres)—including MLV 402-1—were cut out and transported to TransCanada's compressor station 41 in Ile-des-Chênes, Manitoba. After initial examination, the pipe components were shipped to the Acuren Group Inc. (Acuren) laboratory in Edmonton, Alberta, for metallurgical analysis.The analysis included visual examination, photography, magnetic particle inspection, radiography, metallography, scanning electron microscopy, mechanical testing, and chemical analysis, and the following was determined:
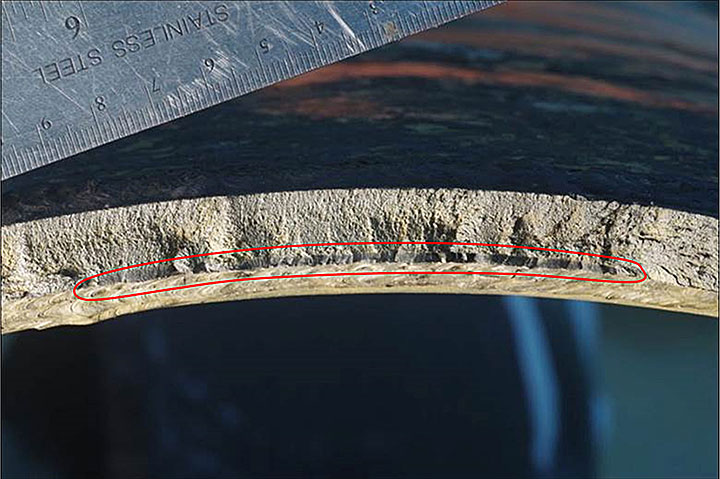
- The pipe failed at a pre-existing crack that was present in the heat-affected zoneFootnote 6 of a girth weld, located north of MLV 402-1 (Photo 2). This girth weld joined the pipeline to the bypass tee. The bypass teeFootnote 7 was completed in 1960 as part of the original construction.
- The pre-existing weld crack had acted as the initiation site for the circumferential brittle fracture of the pipe section.
- The pre-existing weld crack had likely formed at the time of the pipeline's construction due to poor welding quality and an inadequate welding procedure. There was no indication that it had grown in service.
- The weld at the failure location was likely performed using a manual shielded metal arc weld process.
- Similar pre-existing weld cracks of less severity were found at other locations on the examined section of pipe.
- Some minor environmental degradation (localized surface corrosion and SCC) was observed at locations away from the failure. The surface corrosion and SCC were not considered to be factors in the occurrence.
- The chemical composition and mechanical (tensile) properties of the pipe steel conformed to the specification requirements that existed at the time of manufacture.
- The pipe steel toughness was low and would not meet the current requirements; however, this parameter was not specified in code or pipeline industry standards at the time of the pipeline's construction.
- The heat-affected zone at the girth weld exhibited very high hardness and was more brittle than the base steel.
Regulatory requirements for pipeline integrity management
Section 40 of the NEB Onshore Pipeline Regulations, 1999 (OPR) requires a company to develop a pipeline integrity management program. While the OPR does not prescribe the integration of all industry standards or best practices into pipeline integrity management programs, it requires companies, through incorporation by reference in subsection 4(1), to adhere to mandatory Canadian Standards Association (CSA) Z662Footnote 8 requirements.While the NEB, in its Guidance Notes for the Onshore Pipeline Regulations, 1999, provides some direction in developing a pipeline integrity management program, regulated companies have flexibility and discretion to develop the content of their pipeline integrity management program. Therefore, companies develop pipeline integrity management programs tailored to their specific circumstances, and will initiate corrective action for defects which are known to exist or are found to exceed criteria set in CSA Z662.
The effectiveness of each regulated company's program is monitored by the NEB on an ongoing basis, with the goal of ensuring that pipelines are suitable for continued safe, reliable, and environmentally responsible service.
TransCanada's integrity management program
TransCanada's integrity management program (IMP) is the governing document the company uses for managing the integrity of its pipeline facilities. The IMP uses a risk‑based pipeline integrity management process. It is based on various standards such as CSA Z662 (as required by the regulatory provisions) as well as various other industry standards and recommended practices, such as certain annexes to CSA Z662, and relevant codes and/or standards of the American Society for Mechanical Engineers, the American Petroleum Institute, and the National Association of Corrosion Engineers.One of the core components of the IMP is the management of the safety and reliability of line pipe and other facilities. The IMP includes continuous monitoring of all the operation and maintenance aspects of line pipe and other facilities. Identified or observed deficiencies are escalated as necessary in accordance with TransCanada's written procedures so that every identified situation is addressed.
Manufacturing defects are one of the system-integrity threats identified in the IMP. TransCanada's approach to quantifying and mitigating such threats includes the use of engineering critical assessments, in-line inspections, and investigative digs, in conjunction with non-destructive examinations.
Analysis
The accident
Line 400-1 ruptured approximately 1 metre north of MLV 402-1 due to a circumferential brittle fracture that initiated at a pre-existing crack. The pre-existing crack was a delayed hydrogen crack located in the hard heat-affected zone of the circumferential transition weld between a bypass tee and a short section of adjacent pipe. This crack had been formed at the time of the pipeline's construction, likely due to an inadequate welding procedure and poor welding quality. The weld defect had remained stable for over 50 years prior to the failure and there was no indication that it had grown in service. Due to internal pipe pressure and forces in reaction to the failure, MLV 402-1 and an 11 metre–long section of pipe to the south were lifted up during the failure. This resulted in a sharp wrinkle at a girth weld at the top of the pipe, causing a secondary failure. The natural gas released from the pipeline ignited, and the resulting fire burned for approximately 12 hours.The weld at the initial failure point would have been performed manually at the valve fabrication shop, as was the practice at the time of construction. The welding would likely have been completed with welding consumables and practices in place at that time. The strength of these welds would likely have matched the grade of the pipe and fittings.
The original standard for the pipeline's construction, ASA B31.1.8, did not require every weld to be inspected using radiography. Furthermore, as the standard had no requirement for the retention of weld inspection and test records, no such records were retained. Based on standard industry practice at the time of construction, the weld at the failure location had likely been inspected only by visual means.
The source of the incremental stresses that caused the fracture could not be determined with certainty. It is likely that one or more sources of secondary loading stresses were present at the valve assembly. Possible sources include
- weakened soil support in the vicinity of the MLV 402 site, which was due to multiple excavations and backfill activities over the years as part of normal facility repair and maintenance;
- extreme cold weather conditions that may have driven frost deeper into the ground when snow was removed as part of the maintenance work performed earlier in January 2014 at and around the MLV 402 site; and
- thermal contraction that may have occurred when the pipeline cooled due to the absence of gas flow for 20 days.
Testing and inspection of Line 400-1
The segment of Line 400-1 that failed was hydrostatically tested when the pipeline was originally commissioned in 1960. No other pressure test had been performed on Line 400-1 since that time.The integrity management program (IMP) in effect for Line 400-1 at the time of the occurrence included the management of integrity threats due to possible manufacturing and construction defects. The IMP included the use of in-line inspection in conjunction with targeted integrity excavations. In 2001 and 2009, Line 400-1 was internally inspected using caliper and high-resolution magnetic flux leakage tools. Since 1997, 36 integrity excavations involving non-destructive examinations of exposed pipe surfaces had also been performed at selected locations. These activities identified areas of external corrosion and stress corrosion cracking, which were subsequently repaired. TransCanada's IMP also relied on an engineering assessment to evaluate integrity threats due to manufacturing defects on this pipeline, and determine its fitness for service. If integrity threats due to manufacturing defects, especially in older pipelines, are not identified, pipeline integrity may be compromised, increasing the risk of in-service failures.
Findings
Findings as to cause and contributing factors
- Line 400-1 failed due to a circumferential brittle fracture that initiated at a pre-existing crack that had remained stable for over 50 years prior to the occurrence.
- The crack had formed at the time of the pipeline's construction, likely due to an inadequate welding procedure and poor welding quality.
- During the failure, MLV 402-1 and an 11 metre–long section of pipe to the south lifted up, resulting in a sharp wrinkle at a girth weld at the top of the pipe, causing a secondary break.
- Soil support in the vicinity of the MLV 402 site may have been weakened due to multiple excavations and backfill activities over the years as part of normal facility repair and maintenance.
- Frost in the ground was likely deeper than normal due to the record cold winter in southern Manitoba.
- Maintenance work in January 2014 at and around the MLV 402 site may have driven frost even deeper into the ground.
- Secondary loading of the valve assembly with respect to the pipe may have occurred, increasing the stresses at the failure location.
- Thermal contraction may have occurred when the pipeline cooled due to the absence of gas flow for 20 days.
Findings as to risk
- If integrity threats due to manufacturing defects, especially in older pipelines, are not identified, pipeline integrity may be compromised, increasing the risk of in-service failures.
Other findings
- The pipeline's original construction standard did not require the inspection of every weld using radiography, and the weld at the failure location had likely been inspected only by visual means.
- The pipeline's original construction standard had no requirement for the retention of weld inspection and test records, and no such records were likely retained.
Safety action
Safety action taken
National Energy Board
Following the occurrence, the following safety actions were taken by the National Energy Board:- TransCanada was required to submit an engineering assessment demonstrating that Line 400-3 was fit for service prior to returning the pipeline to service on 26 January 2014.
- TransCanada was required to investigate all remaining valve sites along Line 400-1 to determine the existence of valve assemblies similar to that in the incident.
- TransCanada was required to submit an engineering assessment demonstrating the fitness for service of Line 400-1 prior to its return to service.
- TransCanada was required to undertake a review of its valve installations to evaluate whether similar valve assemblies exist throughout its system.
TransCanada
Following the occurrence, the following safety actions were taken by TransCanada:- In February 2014, a ground-based leak detection was completed 500 metres upstream and downstream of the occurrence location. No leaks were detected.
- A program was initiated to
excavate, inspect and, where applicable, repair all of the mainline
valve assemblies on Line 400-1. The program included
- confirmation of the presence of supports as per design drawings;
- inspection of all the girth welds in the vicinity of the valve assemblies to ensure their integrity, using magnetic particle inspection, radiography and ultrasonic inspection;
- performance of hardness testing on all flash butt-welded pups that are part of the original valve assemblies; and
- repair of defects exceeding the acceptance criteria outlined in CSA Z662.
- In October 2014, an engineering assessment was prepared by TransCanada to demonstrate safe operation of the pipeline at a reduced pressure; the assessment was submitted to the National Energy Board.
- Following the return to service of Line 400-1, TransCanada performed magnetic flux leakage and electromagnetic acoustic transducer in-line inspections of the pipeline to rule out other threats to safe operation.
- In 2014, various cathodic protection upgrades were performed, and a complete close-interval survey of the cathodic protection system on the entire Line 400 was completed.
Footnotes
- Footnote 1
-
Gas is prevented from entering the pipeline section by way of closing valves specifically intended for that purpose.
- Footnote 2
-
Caliper in-line inspection tools assess deformation of the pipe cross section.
- Footnote 3
-
MFL in-line inspection tools are designed to identify areas of internal and external metal loss, such as corrosion.
- Footnote 4
-
SCC is a form of environmentally assisted cracking that occurs due
to the combined interaction of a tensile stress, a corrosive
environment, and a susceptible material. SCC reduces the load-bearing
capacity of the pipeline.
- Footnote 5
-
The MLV 403 site was excavated for inspection as part of
TransCanada's integrity assessment of Line 400-1 following the
occurrence.
- Footnote 6
-
Area of base metal which has had its microstructure and properties altered by welding.
- Footnote 7
-
T-shaped fitting with 3 outlets, used to route gas into another pipe section for operational or maintenance purposes.
- Footnote 8
- Canadian Standards Association (CSA) standard Z662, Oil and Gas Pipeline Systems.