In its investigation report (R14M0002) released today, the Transportation Safety Board of Canada (TSB) determined that a wheel with an undetected defect broke, leading to the January 2014 derailment and fire involving a Canadian National (CN) train near Plaster Rock, New Brunswick.
On 7 January 2014, a CN freight train travelling from Toronto, Ontario, to Moncton, New Brunswick, derailed 19 cars and 1 mid-train locomotive near Plaster Rock. Seven Class 111 tank cars carrying petroleum crude oil and other dangerous goods, and 5 Class 112 pressurized tank cars carrying butane were among those that derailed. Approximately 230,000 litres of crude oil spilled from the tank cars and caught fire. About 150 residents were evacuated within a 1.6 kilometre radius of the fire. A total of 350 feet of track was destroyed, and there were no injuries.
The investigation determined that a wheel on the 13th car shattered due to an area of subsurface porosity that led to fatigue cracking. The subsurface porosity was not detected during the ultrasonic testing when the wheel was manufactured in 1991, or when it was reprofiled in 2006. The broken wheel and the wheel on the opposite side of the same axle derailed inside the track gauge, causing track damage leading to the derailment of the 19 cars and the mid-train locomotive.
The derailed cars included 4 older Class 111 tank cars, 3 Class 111 tank cars built to the CPC-1232 standard, and 5 Class 112 pressurized tank cars. The couplers of other cars punctured 2 of the older Class 111 tank cars, causing them to release their contents and feed a large pool fire.
The CPC-1232 cars fared better, although it was difficult to determine whether their performance was attributable to the enhancements or simply to their position in the train and the types of impacts they sustained. The Class 112 cars did not sustain any impact damage. However, the pressure relief device gaskets on 2 Class 112 cars and 1 Class 111 car degraded due to heat from the pool fire, causing some product to be released from these cars.
The investigation also found that appropriate and effective measures were taken in response to the emergency. The environmental response plan and derailment site remediation ensured a minimal and contained environmental impact.
Transportation of flammable liquids by rail is a TSB Watchlist issue. The TSB is calling on railway companies to conduct route planning and analysis, and perform risk assessments to ensure that risk-control measures are effective.
This accident also underscores the TSB’s longstanding call for tougher standards for tank cars transporting crude oil to reduce the likelihood of a dangerous goods release during accidents. On 1 May 2015, Transport Canada introduced new regulations for a more robust tank car standard, retrofit requirements and an implementation timeline.
Railway Investigation Report R14M0002
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability.
Main-track derailment
Canadian National
Freight train M30831-06
Mile 152.60, Napadogan Subdivision
Plaster Rock, New Brunswick
Canadian National
Freight train M30831-06
Mile 152.60, Napadogan Subdivision
Plaster Rock, New Brunswick

Summary
On 07 January 2014, at approximately 1847 Atlantic Standard Time, Canadian National freight train M30831-06 was proceeding eastward when it derailed 19 cars and 1 distributed power locomotive in the Napadogan Subdivision, near Plaster Rock, New Brunswick. The distributed power locomotive and most of the derailed cars piled up at Mile 152.60. About 230 000 litres of hydrocarbons spilled from the tank cars and caught fire. Approximately 150 residents were evacuated within a 1.6-kilometre radius. A total of about 350 feet of railway track was destroyed. There were no injuries.Le présent rapport est également disponible en français.
1.0 Factual information
On 07 January 2014, Canadian National (CN) freight train M30831-06 (the train), originating from Toronto, Ontario, was travelling on the Napadogan Subdivision, and was destined to Moncton, New Brunswick. The train consisted of 3 head-end locomotives, 1 distributed power locomotive in the middle of the train and 122 cars (66 loads and 56 empties). It weighed approximately 10 000 tons and was about 8400 feet long.The crew consisted of a locomotive engineer and a conductor. They were both familiar with the subdivision, met fitness and rest standards and were qualified for their respective positions.
1.1 The accident
During the trip from Toronto, the train stopped at Joffre Yard (Charny, Quebec) to lift a cut of cars, including covered hopper car CRDX 15109. At approximately 1845,Footnote 1 after having gone through the municipality of Plaster Rock, New Brunswick (Figure 1), the train was travelling at 47 mph and the throttle was in position 4. When the train passed through the wayside inspection system (WIS)Footnote 2 located at Mile 152.50 of the Napadogan Subdivision, a message was transmitted informing the crew of an abnormal situation. While the locomotive engineer was taking steps to stop the train and conduct an inspection, a train-initiated emergency brake application occurred. Until then, no anomalies had been noted in the operation of the train or condition of the track. After following the emergency procedures, the conductor began inspecting the train. The trailing axle of the leading truck (L3-R3) of loaded hopper car CRDX 15109, the 13th car from the head-end locomotives, had derailed and a fire had erupted at the tail end of the train.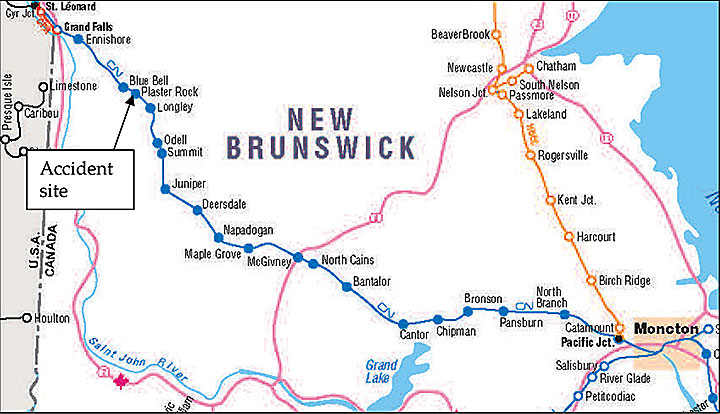
1.2 Site examination
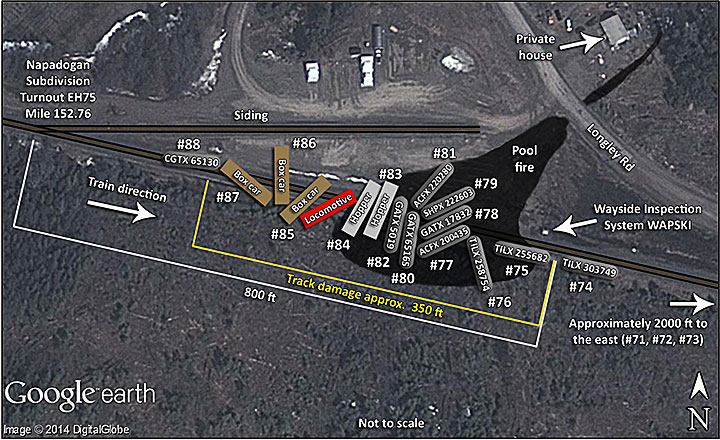
The head-end locomotives and the first 73 cars separated and came to a stop east of the main pile-up of derailed cars. The trailing axle of the lead truck on the 13th car had derailed. The 71st, 72nd and 73rd cars were derailed in the body of a curve, but remained upright and coupled to the front of the train. All the other cars (74th to 88th) and the distributed power locomotive (CN 2684), positioned behind the 84th car, derailed in a straight line: 2 of them (74th and 75th) rolled on their side, while the other 12 and the distributed power locomotive were piled up on the railway right-of-way, west of the WIS. Except for the broken wheel of the 13th car, the examination of the derailed cars and the distributed power locomotive revealed no pre-accident mechanical malfunction.The derailed cars consisted of 2 covered hopper cars loaded with clay, 4 empty covered cars and 12 tank cars carrying dangerous goods (DGs) including:
- 4 pressure tank cars carrying butane (UN 1075)
- 1 pressure tank car containing a residue of butane (UN 1075)
- 5 tank cars carrying crude oil (UN 1267)
- 1 tank car containing a residue of ethanol (UN 3475)
- 1 tank car containing a residue of acid (UN 1789)


On the south side of the track, a groove was also found on the gauge side of the rail, starting from the car pile-up to Mile 163.05. The groove was intermittent and not visible on the sections of track between the turnouts and the crossings. The south rail was broken in several locations. Furthermore, about 50 fractures were noted in the base of the rail. The spikes and anchors on the south rail showed impact marks.
The 24-inch piece of rail that showed signs of batter, the wheel fragments and the No. 3 wheel set of the 13th car were sent to the Transportation Safety Board of Canada (TSB) laboratory for a detailed examination.
1.3 Weather
At the time of the occurrence, it was overcast with a temperature of –16°C. In the 24 hours before the occurrence, the ambient air temperature dropped from 9.0°C to –16.5°C according to data from the Juniper weather stationFootnote 3 in New Brunswick.1.4 Subdivision information
The Napadogan Subdivision consists of a single main track that extends east to west from Pacific Junction, near Moncton, at Mile 0.0, to Edmundston, New Brunswick, Mile 219.40. Train movements are governed by the Occupancy Control System (OCS) as authorized by the Canadian Rail Operating Rules (CROR), and supervised by a rail traffic controller (RTC) located in Montréal, Quebec. The track is Class 4 according to the Track Safety Rules (TSR) approved by Transport Canada (TC). The speed limit is 60 mph for freight trains. However, since train M30831-06 consisted of more than 20 cars carrying hydrocarbons, it was considered a key train; therefore, its speed was limited to 50 mph. Five freight trains per day travel through this area, with an annual average tonnage of 18.2 million gross tons.1.5 Track information
The track consisted of 132-pound RE continuous welded rail laid on 12-inch double-shouldered tie plates secured with 3 spikes per tie, with every second tie box-anchored. There were approximately 3200 hardwood ties per mile of track. The ballast consisted of crushed rock and the cribs were full. The railway track was in good condition.1.6 Track inspections
The railway track inspection program consists primarily of visual inspections, internal rail defect testing, track geometry inspections and special inspections in extreme circumstances. In the accident area, the inspections were conducted according to the TSR provisions and did not reveal any defects.- The last visual inspection was conducted from a hi-rail vehicle on 06 January 2014.
- The last internal rail defect testing was conducted on 19 December 2013.
- A track geometry inspection was conducted from a track evaluation car on 06 October 2013.
1.7 Equipment inspection
A pull-by inspection of the train was performed in Montréal. The train then passed through a wheel impact load detector (WILD)Footnote 4 at Mile 117.20 of the Drummondville Subdivision. After lifting the cut of cars, including car CRDX 15109,Footnote 5 at Joffre, the train underwent 2 more pull-by inspections: the first at Joffre Yard and the second in Edmundston, during the shift change. Before being alerted by the WIS at Plaster Rock, the train had passed through 16 WISs since the Joffre Yard without triggering an alarm.1.8 Derailed tank cars by class
Twelve tank cars derailed, 4 of which were Class 111 (72nd, 73rd, 77th and 78th), 3 were Class 111 reinforced per CPC-1232 (111-CPC-1232) (75th, 76th and 79th), and the remaining 5 were Class 112 (74th, 80th, 81st, 82nd and 88th). The derailed cars are described in Appendix A.1.8.1 Class 111 cars
These are general-service tank cars, designed in accordance with United States Department of Transportation (DOT) specification DOT-111A100W (DOT-111). The plans have been approved by the Association of American Railroads (AAR). These cars can be constructed of carbon steel with an 11.1 mm (7/16-inch) shell. They do not have head shields or a jacket.1.8.2 Class 111-CPC-1232 cars
Following a TSB investigationFootnote 6 into an accident in August 2004 involving a petroleum product unit train accident near Lévis, Quebec, the Board recommended that:The Department of Transport extend the safety provisions of the construction standards applicable to 286 000-pound cars to all new non-pressurized tank cars carrying dangerous goods.In response to this recommendation, an AAR task force examined improvements to tank car safety, and the AAR tank car standards were amended (Casualty Prevention Circular No. CPC-1232)Footnote 7 to incorporate a number of enhancements to all Class 111 tank cars built after 01 October 2011 for the transportation of crude oil and ethanol in packing groups I or II. These enhancements include construction of the tank cars to 286 000-pound standards, protection of the service equipment on the top shell, use of reclosing pressure relief devices, use of normalized steel for tank shells and heads, increased minimum thickness for all tank cars not jacketed and insulated, and at least 12.7 mm (½-inch) half-head shields (see Appendix B for specifications of DOT-111 tank cars built according to CPC-1232 standards).TSB Recommendation R07-04, issued 2007
1.8.3 Class 112 cars
Tank cars in this class are known as “pressure cars” and conform to specification DOT-112. They are designed for the transportation of liquefied compressed gases and certain flammable liquids. They are built with normalized steel, and their tank thickness varies depending on the material of construction and rated pressure. The minimum thickness for tank cars for liquefied petroleum gas (specification 112J340W) is 15.9 mm (5/8 inch) when made of TC128 grade B steel. Otherwise, the minimum thickness is 17.5 mm (11/16 inch). These tank cars do not have bottom outlets and are generally equipped with head shields, a jacket and thermal protection.1.9 Damage to the derailed tank cars
1.9.1 Damage to the Class 111 tank cars
The 72nd and 73rd tank cars sustained no apparent damage. The 2 other Class 111 cars (77th and 78th) were built in 1996 and 1984 respectively. The heads and shells of these cars were punctured. They released product and fed the pool fire.1.9.2 Damage to the Class 111-CPC-1232 tank cars
The 75th, 76th and 79th derailed cars were Class 111-CPC-1232. The first was essentially undamaged while the second showed some damage associated with sliding on its side. These 2 cars were not subjected to substantial forces during the derailment and did not release product. The third car struck the side of a non-reinforced Class 111 tank car. The head of the A end was warped and bent the draft sill. However, this tank car came to rest in the pool fire, resulting in the degradation of the pressure relief device gasket and a small release of crude oil.1.9.3 Damage to the Class 112 tank cars
The 5 derailed Class 112 tank cars (74th, 80th, 81st, 82nd and 88th) did not sustain any impact damage. However, the pressure relief device gaskets of 2 of them (80th and 82nd) experienced degradation due to the pool fire. They released some of their pressurized product. The devices did not reseal hermetically even after the pool fire was extinguished.1.9.4 Summary of tank car damage
| Position | Identification | Class | Release of product | Tank damage |
|---|---|---|---|---|
| 72 | GATX 203761 | 111 | None | None |
| 73 | GATX 63222 | 111 | None | None |
| 74 | TILX 303749 | 112 | None | Minor |
| 75 | TILX 255682 | 111-CPC-1232 | None | Minor |
| 76 | TILX 255754 | 111-CPC-1232 | Minimal (vapour released by the pressure relief device) | Degradation of pressure relief device |
| 77 | ACFX 200435 | 111 | Majority | Head shell puncture, jacket fracture at lower outlet |
| 78 | GATX 17832 | 111 | Majority | Head shell puncture |
| 79 | SHPX 222603 | 111-CPC-1232 | Minimal (vapour released by the pressure relief device) | Degradation of pressure relief device gasket |
| 80 | CGTX 65165 | 112 | Minimal (leak through top fittings, vent and burn) | Degradation of pressure relief device gasket |
| 81 | ACFX 220280 | 112 | Minimal (vent and burn) | Leak through the pressure relief device |
| 82 | GATX 5019 | 112 | Minimal (leak through top fittings, vent and burn) | Degradation of pressure relief device gasket |
| 88 | CGTX 65130 | 112 | None | None |
1.9.5 Regulatory measures for Class 111 tank cars
This accident and other recent accidents in North America, more specifically in Lac-Mégantic, Quebec (July 2013) (R13D0054), Aliceville, Alabama, United States (November 2013), Casselton, North Dakota, United States (December 2013), and Lynchburg, Virginia, United States (April 2014), involving Class 111 tank cars have again highlighted their vulnerability to accident damage and product release (Appendix C).As part of the Lac-Mégantic accident investigation, the Board determined that the damage to the Class 111 tank cars clearly indicated that product release could have been reduced had the tank car shells and heads been more impact-resistant. In light of this occurrence, the Board recommended that:
The Department of Transport and the Pipeline and Hazardous Materials Safety Administration require that all Class 111 tank cars used to transport flammable liquids meet enhanced protection standards that significantly reduce the risk of product loss when these cars are involved in accidents.After the Lac-Mégantic accident, the Pipeline and Hazardous Materials Safety Administration (PHMSA) announced that it planned to propose the adoptionFootnote 8 of new tank car requirements in the Hazardous Materials Regulations (49 CFR). The PHMSA requested comments from stakeholders concerning the Class 111 tank car improvements recommended in 2011 by the AAR in CPC-1232.TSB Recommendation R14-01, issued January 2014
Both the AAR and American Short Line and Regional Railroad Association (ASLRRA) expressed support for even more stringent tank car standards. The AAR and ASLRRA called for additional improvements to tank cars transporting flammable liquids (including packing group III flammable liquids), retrofitting of existing tank cars in flammable liquid service, and aggressive phase-out of tank cars that cannot meet retrofit requirements. The tank car improvements include modifications such as:
- tank car jacket, for added puncture resistance;
- full-height head shields;
- thermal protection blanket or coating in conjunction with a jacket;
- high-capacity pressure relief devices; and
- reconfiguration of the bottom outlet valve handles.
TC also stated that it will require that all pre-CPC-1232 tank cars used for the transportation of crude oil and ethanol be phased out of service or retrofitted by 01 May 2017. As well, there was mention of a more stringent standard for tank cars designed specifically for the transportation of flammable liquids called TC-140.
In June 2014, the TSB acknowledged TC's efforts to enhance tank car standards for the transportation of flammable liquids. However, the process to implement safety enhancements to the fleet of tank cars will take time and the specific improvements to new tank car designs will not be fully known until the process is finalized. This is why the Board assessed the response to Recommendation R14-01 as being Satisfactory in Part.
The United States DOT issued notices of proposed rulemaking describing a comprehensive approach to rail safety to improve tank car integrity. In addition, the PHMSA and the Federal Railroad Administration (FRA) worked towards developing and finalizing this rulemaking. Specific proposals in this regard were issued for public consultation. The DOT put forth 3 options for tank car specifications. Given that North America is an integrated market, federal regulations in both countries are harmonized to a certain extent. As such, through collaboration in the Canada-United States Regulatory Cooperation Council, the PHMSA and the FRA worked closely with TC on the development of enhanced protection standards for tank cars.
On 11 March 2015, TC published an update on its development activities relating to new tank car standards. TC renamed the proposed new class of tank cars as TC-117. The updated provisions (Appendix D) require all new tank cars built for the transportation of flammable liquids to be constructed using thicker and more impact-resistant steel and to be equipped with jacketed thermal protection, full height head shields, top fitting protection, improved bottom outlet valves and appropriate pressure relief devices.
On 01 May 2015, TC announced the Regulations Amending the Transportation of Dangerous Goods Regulations (TC 117 Tank Cars), which came into force when published in the Canada Gazette, Part II. These regulations require a new tank car standard (TC-117), retrofit requirements and implementation timelines to modernize the Canadian tank car fleet in flammable liquid service. The phase-out of legacy Class 111 tank cars (including the CPC-1232 tank cars) in flammable liquid service would be gradually implemented using a risk-based approach, taking into consideration the features of the tank cars and the characteristics of the flammable liquid being transported. The standards and timelines were generally harmonized with the United States regulators (PHMSA and FRA).
In May 2015, the Board reassessed the TC response to Recommendation R14-01 as having Satisfactory Intent. However, the Board noted that, even with active management of risks during the transition period, until flammable liquids are transported in tank cars built sufficiently robust to prevent catastrophic failure when involved in an accident, the risk will remain high. Therefore, the Board called upon TC to ensure that risk control measures during the transition be effectively managed.
1.10 Transportation of dangerous goods
The DGs transported in the derailed cars consisted primarily of crude oil (UN 1267) in the 75th, 76th, 77th, 78th and 79th cars, butane (UN 1075) in the 74th, 80th, 81st and 82nd cars and ethanol (UN 3475) in the 72nd car. The 73rd car contained a residue of hydrochloric acid (UN 1789) and the 88th, a residue of butane.Consisting of light and heavy oil, the crude came from Western Canada and was heading to an Irving oil refinery in Saint John, New Brunswick. The density of petroleum crude oil is expressed as API (American Petroleum Institute) gravity (degrees). The higher the number, the less dense the oil. Petroleum crude oil with API gravity higher than between 32° and 37° is generally considered to be “light” crude oil. Petroleum crude oil with API gravity lower than between 20° and 26° is generally considered to be “heavy” crude oil. The properties of the crude oil transported in the derailed tank cars, provided by Irving, are shown in Table 2.
| Car number | Report date | Location | Producer | Product | API gravity at 15°C |
Total sulphur (% mass) |
Initial boiling point (°C) | Closed cup flash point (°C) |
|---|---|---|---|---|---|---|---|---|
| 75 | 2013-11-20 | Barr, Alberta | Statoil | SCSFootnote 9 | 17.5 | 3.49 | 81.3 | <-35 |
| 76 | 2013-12-30 | Barr | Statoil | SCS | 17.2 | 3.63 | 69.8 | <-20 (Sample started burning at -20° but no actual flash observed) |
| 77 | 2013-11-25 | Wood-north, Alberta | ARC | LSBFootnote 10 | 36.5 | 0.715 | 51.2 | <-35 |
| 78 | 2013-12-31 | Wood-north | ARC | LSB | 36.8 | 1.22 | 47.9 | <-35 |
| 79 | 2013-12-31 | Wood-north | Crescent Point | LSB | 36.4 | 0.711 | 44.1 | <-35 |
1.11 TSB Watchlist
1.11.1 Transportation of flammable liquids by rail
The transportation of flammable liquids by rail remains a current issue and the TSB added it to its Watchlist 2014, a list of issues posing the greatest risk to Canada's transportation system. It focuses the attention of industry and regulators on the problems that need to be addressed immediately. Based on its past investigations and recommendations, the TSB indicated that the increase in the transportation of flammable liquids – such as crude oil – by rail across North America has created emerging risks that need to be effectively mitigated. The TSB indicated that railway companies must conduct route planning and analysis, and perform risk assessments to ensure that risk control measures are effective. The TSB also reiterated that flammable liquids must be shipped in more robust tank cars to reduce the likelihood of a DG release during accidents.1.12 Covered hopper car CRDX 15109
Covered hopper car CRDX 15109 was built on 01 August 2001. It was 62 feet, 2 inches long, 15 feet, 6 inches high, and 10 feet, 1 inch wide. The car had a gross weight of 286 000 pounds, a tare weight of 67 700 pounds and a load capacity of 218 300 pounds. The car was carrying animal products and was at its maximum loaded weight. It had passed through the Bagot WILD located at Mile 117.20 of the Drummondville Subdivision on 06 January 2014, and no defect was reported. The nominal (static) load recorded by the L3 wheel was about 32 kips while the corresponding value for the R3 wheel was 36.2 kips.The L3 and R3 wheels were manufactured by Griffin Wheel Company in Columbus, Ohio, United States, and the wheel set was assembled at the Trinity shops in 1991. They were 36-inch Class C (CH36) wheels. In November 2006, the wheels were reprofiled and the bearings, reconditioned. The wheel set was then installed under car CRDX 15109 during repairs performed on 05 February 2007 in Wells, Michigan, United States, by a shortline railroad.
According to the company tasked with reprofiling the wheels in 2006, ultrasonic tests were conducted on the wheels, but no test results are available. The AAR Manual of Standards and Recommended Practices in effect at the time stated that wheels with a flaw indication equal to or larger than 50% of the reference standard of 1/8 inch were cause for rejection. However, there was no requirement to keep test data. Since 2010, companies conducting ultrasonic tests are required to keep the results for at least 10 years.
1.13 Examination of the L3-R3 wheel set
The detailed examination of the L3-R3 wheel set and L3 wheel tread fragments revealed the following:- An open crack extended across the wheel web from the wheel tread to the hub. There was no evidence of progressive failure on the crack surface. Chevron markings pointed to the wheel tread, indicating that the crack began when a section of the running surface shattered; the subsequent wheel pounding caused the crack to spread.
- The L3 wheel tread was broken and a section measuring about 24 inches in length was missing.
- The wheel tread was 1 1/16 inches thick, exceeding the AAR limit of 7/8 inch.
- The 3 retrieved fragments were about 14 inches long and partially matched the missing wheel tread section.
- The running surface of the retrieved fragments showed no surface defects.
- Growth rings were visible on the fragments and indicated that fatigue cracking led to a shattered rim. Concentric marks pointed to a single point of origin, located about ½ inch below the surface of the wheel tread and 2 7/8 inches from its gauge face (Photo 3).
- The undulating pattern observed indicated slow crack growth.
- The R3 mating wheel showed significant shelling,Footnote 13 but less than 1 inch in diameter, on its entire circumference.

| Element | AAR requirements (% weight) | Measured value (% weight) |
|---|---|---|
| Carbon | 0.67 to 0.77 | 0.70 |
| Manganese | 0.60 to 0.85 | 0.75 |
| Phosphorus | 0.05 max | 0.014 |
| Sulphur | 0.05 max | 0.030 |
| Silicon | 0.15 min | 0.42 |
1.14 Shattered rim
From 2010 to 2014, according to the TSB database, the average number of accidents in Canada caused by broken wheels was 3 per year; this number comprises all types of breaks, including shattered rims. Shattered rims are caused by fatigue breaks that occur ½ inch to ¾ inch below the surface of the wheel tread. They then propagate parallel to the rim surface until part of the rim separates. These cracks usually initiate at porosity or inclusions, and only become visible once the crack appears on the vertical face of the running surface. According to a study conducted by the Transportation Technology Center, Inc. (TTCI),Footnote 14 rims shatter most often when the wheels are relatively new, suggesting that the main cause is an inclusion or void created at the manufacturing stage.As for reprofiled wheels, according to some hypotheses, shattered rims may be caused by a surface defect (e.g., flat spot), which causes high impact loads and initiates subsurface cracking. When the flat spot reaches acceptable limits, the wheel is removed from service and reprofiled. If the subsurface crack is not detected when the wheel is placed back into service, the crack will continue to propagate under normal service loads. Once the crack reaches a critical size, the shatter occurs fairly quickly.
1.15 Evolution of shattered rims
There are approximately 12 000 000 wheels in service in North America. About 90% were manufactured after 1994 and 75%, after 2002.A studyFootnote 15 citing AAR data indicates that, in North America, more than 350 wheels were replaced in 1990 due to shattered rims. That relatively high number of failures prompted the industry to take the following steps to reduce the risks of wheel failures:
- In 1994, the AAR tightened the ultrasonic test criteria and reduced the internal defect detection threshold.
- In 1998, the AAR introduced the requirement for reprofiled rail wheels to be ultrasonically tested before being placed into service.
- In 1998, North America's largest rail wheel manufacturer modified its manufacturing process in order to reduce porosity when casting wheels.
- In 2002, the AAR further tightened the standard for newly manufactured rail wheels and required the ultrasonic test to be performed by an automated scanning system.
1.16 Examination of the plug rail
The plug rail came from a 132-pound RE rail, rolled in 1953 by Dominion. The rail had a head wear of 7/16 inch and there was no flange wear. The fractured surfaces exhibited signs of overstress fracture caused by the derailment. The rail had no pre-existing defect. It was observed that one end of the rail head was battered and rounded.Tests to determine Brinell hardness were conducted on the plug rail. The measured hardness was between 223 and 255 BHN. These results are similar to other results obtained for the same rail class in other TSB investigations.
1.17 Emergency response requirements
An emergency response assistance plan (ERAP) is required by the TDG Regulations for certain DGs that pose a higher-than-average risk when transported in certain quantities. When there is an accident, the handling of these DGs requires special expertise, resources, supplies and equipment.As part of the Lac-Mégantic accident investigation, the Board determined that, given the significant increase in the quantities of crude oil being transported by rail in Canada, as well as the potential for a large spill and the risks it would pose to the public and the environment, the Board recommended that, at a minimum:
The Department of Transport require emergency response assistance plans for the transportation of large volumes of liquid hydrocarbons.In response to TSB Recommendation R14-03, on 23 April 2014, TC issued Protective Direction No. 33 under the Transportation of Dangerous Goods Act, 1992.TSB Recommendation R14-03, issued January 2014
In its assessment of TC's response to Recommendation R14-03, issued on 18 June 2014, the Board noted that the protective direction will require approved ERAPs for commonly transported hydrocarbons and flammable liquids that present a higher risk, even for volumes of one loaded tank car or more. TC will also establish a task force to focus on ERAP requirements.
The protective direction ensured that there would be approved ERAPs in place for the shipment of higher-risk liquid hydrocarbons and other flammable liquids, including ethanol. Therefore, the Board assessed the response to Recommendation R14-03 as Fully Satisfactory.
1.18 Emergency response
Not long after the accident, CN and the municipality of Plaster Rock implemented an emergency plan. Various organizations, including the local fire department, the Saint John Fire Department, the Royal Canadian Mounted Police (RCMP) and the New Brunswick Ministry of the Environment, responded to the call. At 1915, emergency response personnel evacuated about 150 residents within a 1.6-km radius of the fire and secured the derailment site. A restricted area (“hot zone”) was set up within the evacuation area. Access to this area was controlled and recorded.A unified command post was set up and the operations were supervised by the Saint John Fire Department chief, with the support of the New Brunswick Ministry of the Environment and CN's DG officers. Ongoing technical expertise was provided on the dangers associated with the ignited products. Air quality was tested in real time, including plume dispersion, in order to determine what type of protective equipment the emergency responders should wear.
Approximately 230 000 litres of crude oil spilled and burned. The products in the damaged tank cars were transshipped by the expert teams or burned on site. The DGs that caught fire after the derailment were crude oil, butane and the diesel fuel from the distributed power locomotive. The fire was contained after a few hours but continued to burn at a lower intensity due to the butane, which escaped through the pressure relief devices of the Class 112 cars. Consequently, CN's representatives suggested using the vent and burn technique to completely extinguish the fire and reduce the time required to clean up the site. Meanwhile, residents were briefly permitted to return to their homes to collect certain personal belongings, take care of their pets and reload wood stoves used to heat their homes.
1.19 Vent and burn operations
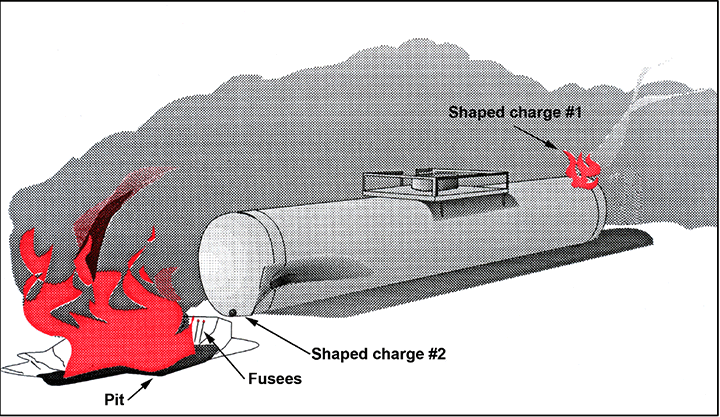
Vent and burn is a procedure that consists of detonating strategically placed explosive charges to open a tank car and dispose of its contents. It is only possible with flammable gases, flammable liquids or flammable solids at a temperature at which they can flow. The procedure is considered an option when it is not possible to move the car, transfer the product or flare the contents.The procedure itself involves placing 2 explosive charges on the affected tank car. One charge is placed at the highest point of one of the tank heads, which is typically called the “vapour space.” The other charge is placed at the lowest point of the opposite head of the car, which is typically the “liquid space.” The vapour space charge is first ignited. The charge creates a hole in the tank shell, ignites the vapours as they vent to atmosphere and relieves pressure in the tank. Once the pressure has been relieved, the second charge is ignited. This opens a hole in the liquid space, which allows the liquid to drain out of the tank into a pre-excavated pit area where it is burnt off to atmosphere (Figure 3).

1.20 Site remediation
During site remediation, over 7000 tons of soil contaminated by petroleum products was excavated and sent to a treatment site approved by the New Brunswick Ministry of the Environment. Two recovery trenches with drains were excavated on either side of the railway tracks. In the summer of 2014, only a trace of the product was observed.A surface water quality monitoring program was implemented for a certain period of time. The program ended in June 2014, at which point no contamination was detected. The drinking water wells around the derailment site were sampled and no anomaly was observed. A program was implemented to monitor the groundwater quality in CN's observation wells and in private drinking water wells. After 2 rounds of sampling, no anomaly was observed.
1.21 TSB laboratory reports
The TSB completed the following laboratory reports in support of this investigation:- LP 011/2014 – Field Examination of Derailed Tank Cars
- LP 012/2014 – Examination of Failed Wheel Set and Rail
2.0 Analysis
The examination of the derailed cars and distributed power locomotive revealed no mechanical malfunction (except for the broken wheel of the 13th car) before the accident. Furthermore, the train was operated in compliance with company instructions and regulatory requirements. The analysis will focus on the L3 wheel failure of the 13th car, the rail failures and the damage to the tank cars.2.1 The accident
Before the accident, no external defect had been detected on the L3 wheel of car CRDX 15109. The wheel had passed through a wheel impact load detector (WILD) the day before the accident, and no anomaly was reported. The wheel components complied with the specifications of the Association of American Railroads (AAR) for a Class C wheel; however, the wheel had an area of subsurface porosity that led to fatigue cracking, which in turn caused the wheel tread to shatter.When the crack spread, a part of the wheel tread detached from the wheel, resulting in a high impact load that caused an overload failure of the wheel plate, from the wheel tread to the hub. The wheel then came loose from the axle, began sliding inside the gauge and then derailed. After the L3 wheel left the running surface of the rail, the R3 mating wheel derailed inside the gauge and began striking the spike heads and anchors over several miles. The train continued to travel at the allowable speed and the derailed axle only triggered the alarm, alerting the train crew, when it passed the wayside inspection system (WIS) at Mile 152.50.
The examination of the track east of the pile-up of derailed cars revealed that the grooves in the snow and the impact marks on the track components extended to where the trailing axle of the leading truck of car CRDX 15109 (13th position) had derailed. This confirmed that this car was the first to derail.
To the west of the pile-up, the groove observed in the snow on the gauge side of the north rail extended until Mile 163.45. The groove was then followed by impact marks on the head of the north rail up to Mile 163.72, where fragments of the L3 wheel of car CRDX 15109 were found. This indicates that the L3 wheel broke at Mile 163.72, after which it separated from the wheel seat, shifted inward and derailed on the gauge side of the north rail at Mile 163.45. Furthermore, since the groove on the gauge side of the south rail stopped at Mile 163.05, it would appear that this is where the R3 mating wheel fell off the rail.
Nothing unusual was felt before the emergency brake application. This suggests that the rail was not broken before the train arrived, thus confirming that the rail failures were in fact triggered by the impacts of the R3 wheel of car CRDX 15109 combined with tensile thermal stresses in the rail due to the temperature drop.
2.2 Ultrasonic inspection of the wheels
When the L3 wheel was manufactured in 1991, the area of porosity, while fairly large, was not detected during the ultrasonic testing and therefore the wheel was placed into service even though it had a defect. In 2006, the wheels were reprofiled and, according to the company that performed the work, ultrasonic testing was performed, but no defect was found. Since the porosity defect observed during the metallurgical analysis of the L3 wheel was greater than 1/8 inch, it should technically have been detected during the testing performed after it was reprofiled. However, it was impossible to verify the results of the tests conducted on the L3 wheel since, at the time, there was no requirement to keep test results. However, this deficiency was corrected in 2010 and companies conducting ultrasonic tests must now keep the results for at least 10 years.In Canada, the average number of derailments caused by broken wheels is about 3 per year. Although the number of derailments is fairly low, they can pose serious risks because these types of derailments occur at high speeds. However, when focusing on wheel failures due to shattered rims, a subgroup of wheel failure, it is clear that the risks associated with this type of failure have been steadily declining as a result of the action taken by the industry.
In fact, since the L3 wheel was manufactured, the industry has taken a series of strict measures. In 1994, the threshold for detecting internal defects using ultrasonic testing was lowered in order to identify smaller manufacturing defects before placing new wheels into service. A few years later, North America's largest wheel manufacturer modified its manufacturing process in order to reduce porosity when casting wheels. In 2002, the AAR further tightened the standard for newly manufactured rail wheels and required the ultrasonic test to be performed by an automated scanning system.
In the last 25 years, the average number of wheels changed out in North America each year due to shattered rims has decreased from 350 to about 60. Furthermore, since most of the wheels in service were manufactured after 1994, these wheels were subject to stricter ultrasonic testing at the time of manufacture than the L3 wheel. Moreover, it is known that most failures due to shattered rims occur when the wheels are fairly new; therefore, there is reason to believe that the action taken by the industry has improved detection of defective wheels before they are placed into service and, as a result, reduced the risks of failure due to shattered rims.
2.3 Rail failures
The curved surface of the rail head and the batter marks observed on one end of the plug rail recovered on the side of the track right next to the last 2 derailed cars show that the rail failed under the R3 wheel of car CRDX 15109 and that it remained in place and was run over by several axles. Then, due to repeated wheel impacts, the plug rail broke completely, detached and fell on the south side of the track, leaving a gap in the rail that the wheels could no longer negotiate and causing the other cars (i.e., 71st to 88th) to derail.When there are wide fluctuations in ambient temperatures and in cold weather, rail failures are most common in territories where the track consists of continuous welded rail. This is due in part to contraction of the rail, which increases the internal tensile stresses. As well, cold temperature reduces steel toughness, making the rail more susceptible to a brittle fracture, especially when the track is subject to high transient or abnormally high impact loads. Since the ambient temperature fell from 9.0°C to –16.0°C in the 24 hours preceding the occurrence, all the conditions were present to increase rail failures under the impacts generated by the R3 wheel.
The TSB laboratory analyses revealed that the piece of broken rail recovered from the site failed as a result of overload and not due to a pre-existing defect. The rail failure was therefore due to the stresses generated by the R3 wheel impact load, combined with the tensile thermal stresses due to the temperature drop. In addition to the break in the plug rail that led to the derailment, the impacts generated by the R3 wheel caused breaks in the south rail base and sudden breaks in the south rail, at more than 50 locations. However, at these locations, the rails remained in place and the train travelled over them without incident.
2.4 Tank cars
This accident and other recent accidents in North America, including the one at Lac-Mégantic, have illustrated the vulnerability of Class 111 tank cars to damage in a derailment and to product release. Following the Lac-Mégantic accident investigation, the Board determined that the damage to the Class 111 tank cars clearly indicated that product release could have been reduced had the tank car shells and heads been more impact-resistant. Therefore, the Board issued Recommendation R14-01 requiring that all Class 111 tank cars used to transport flammable liquids meet enhanced protection standards that significantly reduce the risk of product loss when these cars are involved in accidents.Of the 4 Class 111 cars involved in the derailment, 2 showed no apparent damage while the other 2 had their heads and shells punctured, released their contents and fed the pool fire. If Class 111 tank cars that do not meet enhanced protection standards transport flammable liquids, there is an ongoing risk of product loss and significant damage to persons, property, and the environment when these cars are involved in accidents.
On the other hand, the CPC-1232 tank cars fared better; one remained essentially intact while the second exhibited slight damage due to the fact that it slid on its side. The third car was not punctured although the A end head buckled. The derailed Class 112 cars did not sustain any impact damage.
However, it is difficult to determine whether the behaviour of the CPC-1232 cars is attributable to enhancements to the CPC-1232 standard or simply to their position in the train consist and the sequence of events.
In response to Board Recommendation R14-01, Transport Canada (TC) indicated that it would require that all pre-CPC-1232 tank cars used for the transportation of crude oil and ethanol be phased out of service or retrofitted by 01 May 2017. Both the AAR and American Short Line and Regional Railroad Association (ASLRRA) expressed support for even more stringent tank car standards than the CPC-1232 standard.
On 01 May 2015, TC announced the Regulations Amending the Transportation of Dangerous Goods Regulations (TC 117 Tank Cars). These regulations require a new tank car standard (TC-117), retrofit requirements and implementation timelines to modernize the Canadian tank car fleet in flammable liquid service. The standards and timelines were generally harmonized with the United States regulators (Pipeline and Hazardous Materials Safety Administration and Federal Railroad Administration).
The TC-117 standard states that car tanks have to be constructed of standardized TC128 grade B steel with a minimum thickness of 14.3 mm (9/16 inch), and need to have full head shields, jackets and thermal protection. Since the characteristics of the TC-117 cars are similar to those of Class 112 cars, this would suggest that the performance of the TC-117 cars will reduce the risks of spills and fire in the event of an accident.
2.5 Management of the emergency response
Butane, crude oil and diesel fed the fire after the derailment and complicated the work of the firefighters. Appropriate and effective measures, based on the Emergency Response Guidebook, were taken to secure the accident site and protect the public immediately after the derailment. The evacuation was conducted in an orderly fashion. The logistics support provided by the Saint John Fire Department helped coordinate the actions of all the parties, secure the site and better control the situation. Ongoing technical expertise was provided on the dangers associated with the ignited products. As such, air quality was tested in real time, including plume dispersion, in order to determine what type of protective equipment the emergency responders should wear and to ensure their safety.The use of the vent and burn technique to control the fire and eliminate the product made it possible for evacuated residents to return to their homes earlier and to reduce the time required to clean up the site. Consequently, the first responders were able to do their jobs efficiently and safely in harsh winter conditions.
2.6 Site remediation
The surface and groundwater quality monitoring program put in place made it possible to check water quality and ensure the health and safety of residents. As well, the contaminated soil of the lands and ditches around the site of the pile-up was excavated and removed for treatment. Consequently, the implemented environmental response program and derailment site remediation were appropriate, ensuring minimal and contained environmental impact.3.0 Findings
3.1 Findings as to causes and contributing factors
- The L3 wheel of car CRDX 15109 had an area of subsurface porosity that led to fatigue cracking, which in turn caused the wheel tread to shatter.
- Although the area of porosity was fairly large, it was not detected during the ultrasonic testing when the wheel was manufactured in 1991, or when it was reprofiled in 2006.
- The impacts generated when a part of the tread detached from the L3 wheel caused the wheel plate to break, which caused the wheel to come loose and slide inside the gauge and then derail.
- After the L3 wheel left the running surface of the rail, the R3 mating wheel derailed inside the gauge and began striking the spike heads and anchors over several miles, causing rail failures.
- Nothing unusual was felt before the emergency brake application. This suggests that the rail was not broken before the train arrived, thus confirming that the rail failures were in fact triggered by the impacts of the R3 wheel of car CRDX 15109 combined with tensile thermal stresses in the rail due to the temperature drop.
- The curved surface of the rail head and the batter marks observed on one end of the plug rail show that the rail failed under the R3 wheel of car CRDX 15109 and that it remained in place and was run over by several axles before completely breaking away, causing the other cars to derail.
3.2 Findings as to risk
- If Class 111 tank cars that do not meet enhanced protection standards transport flammable liquids, there is an ongoing risk of product loss and significant damage to persons, property, and the environment when these cars are involved in accidents.
3.3 Other findings
- The logistics support provided by the Saint John Fire Department helped coordinate the actions of all the parties, secure the site and better control the situation.
- The use of the vent and burn technique to control the fire and eliminate the product made it possible for evacuated residents to return to their homes earlier and to reduce the time required to clean up the site.
- The implemented environmental response program and derailment site remediation were appropriate, ensuring minimal and contained environmental impact.
- The action taken by the industry has improved detection of defective wheels before they are placed into service and, as a result, reduced the risks of failure due to shattered rims.
Appendices
Appendix A – Description of derailed cars
| Position | Number | Load | Manufacturer | Construction date | Stenciled specs | Shell | Ends | Pressure relief device |
|---|---|---|---|---|---|---|---|---|
| 13 | CRDX 15109 | Animal product | — | — | — | — | — | — |
| 71 | AOK 15052 | Empty (boxcar) | — | — | — | — | — | — |
| 72 | GATX 203761 | Ethanol | Trinity Industries | 2005 | 111A100W1 | 7/16", standard A516, grade 70 | 7/16", standard A516, grade 70 | |
| 73 | GATX 63222 | Hydrochloric acid (residue) | Trinity Industries | 10/13/1998 | 111A100W5 | 7/16", standard A516, grade 70 | 7/16", standard A516, grade 70 | (1) 165 psi |
| 74 | TILX 303749 | Butane (pressurized liquefied gas) | Trinity Tank Car | 06/03/2011 | 112J400W | 0.714", standard TC128, grade B | 0.714", standard TC128, grade B | (1) 300 psi |
| 75 | TILX 255682 | Crude oil (Barr, Alberta) | Trinity Tank Car | 11/08/2012 | 111A100W1 (CPC-1232) |
7/16", standard TC128, grade B | 7/16", standard TC128, grade B | (1) 165 psi |
| 76 | TILX 255754 | Crude oil (Barr) | Trinity Tank Car | 11/08/2012 | 111A100W1 (CPC-1232) |
7/16", standard TC128, grade B | 7/16", standard TC128, grade B | (1) 165 psi Vented |
| 77 | ACFX 200435 | Crude oil (Woodnorth, Alberta) | ACF Industries | 07/01/1996 | 111A100W1 | 7/16", standard TC128, grade B | 7/16", standard A516, grade 70 | (2) 75 psi |
| 78 | GATX 17832 | Crude oil (Woodnorth) | GATX | 02/01/1984 | 111A100W1 | 7/16", standard A515, grade 70 | 7/16", standard A515, grade 70 | (2) 75 psi |
| 79 | SHPX 222603 | Crude oil (Woodnorth) | American Railcar Industries | 10/29/2012 | 111S100W1 (CPC-1232) |
½", standard TC128, grade B | ½", standard TC128, grade B | (1) 75 psi Vented |
| 80 | CGTX 65165 | Butane (pressurized liquefied gas) | Trinity Tank Car | 05/01/1996 | 112J340W | 0.625", standard TC128, grade B | 0.625", standard TC128, grade B | (1) 280.5 psi Venting and ignited |
| 81 | ACFX 220280 | Butane (pressurized liquefied gas) | Trinity Tank Car | 05/01/1996 | 112J340W | 0.625", standard TC128, grade B | 0.625", standard TC128, grade B | (1) 280.5 psi Vented |
| 82 | GATX 5019 | Butane (pressurized liquefied gas) | Trinity Tank Car | 06/18/1998 | 112J340W | 0.625", standard TC128, grade B | 0.625", standard TC128, grade B | (1) 280.5 psi Venting and ignited |
| 83 | NAHX 551300 | Clay | — | — | — | — | — | — |
| 84 | TILX 5924 | Clay | — | — | — | — | — | — |
| 85 | NOKL 570585 | Empty (boxcar) | — | — | — | — | — | — |
| 86 | CRLE 119731 | Empty (boxcar) | — | — | — | — | — | — |
| 87 | TR 150202 | Empty (boxcar) | — | — | — | — | — | — |
| 88 | CGTX 65130 | Butane (pressurized liquefied gas) (residue) | Trinity Industries | 03/01/1996 | 112J340W | 0.625", standard TC128, grade B | 0.625", standard TC128, grade B | (1) 280.5 psi |
Appendix B – Specifications for DOT-111 tank cars built to standard CPC-1232
DOT-111 general-service tank cars constructed according to the Association of American Railroads (AAR) “CPC-1232” standard must comply with the applicable requirements outlined in the AAR's Casualty Prevention Circular (CPC) 1232 issued on 31 August 2011, including the following provisions:Class 111 tank cars used to transport packing Group I and II materials with the proper shipping names “petroleum crude oil,” “alcohols, n.o.s.,” and “ethanol and gasoline mixture” must have heads and shells constructed of normalized TC128 Grade B steel or normalized A516-70 steel. Tank car heads must be normalized after forming, unless approval is granted by the AAR Executive Director of Tank Car Safety on the basis that a facility has demonstrated that its equipment and controls provide an equivalent level of safety. For tanks constructed of normalized TC128 Grade B steel, non-jacketed tanks must be at least ½ in. thick and jacketed cars must be at least 7/16 in. thick. For tanks constructed of normalized A516-70 steel, non-jacketed cars must be at least 9/16 in. thick and jacketed cars must be at least ½ in. thick. In all cases the cars must be equipped with at least ½ in. half-head shields.Footnote 18
Appendix C – Occurrences illustrating the vulnerability of Class 111 tank cars
Other occurrences led to spills after tank cars were punctured or breached following a collision, impact or pile-up, including:- On 07 March 2015, 39 loaded tank cars of a Canadian National (CN) crude oil unit train derailed near Gogama, Ontario. A number of the cars were breached, released product and ignited a large pool fire that destroyed the steel rail bridge.
- On 16 February 2015, 26 loaded tank cars of a CSX Corporation crude oil unit train derailed near Mount Carbon, West Virginia. Fourteen tank cars caught on fire and one tank car plunged into the river. Local residents were evacuated.
- On 14 February 2015, 29 loaded tank cars of a CN crude oil unit train derailed near Gogama, Ontario. During the derailment and subsequent fire, at least 19 tank cars were breached or partially breached and released various amounts of product.
- In April 2014, 15 tank cars of a train were involved in a derailment near Lynchburg, Virginia; they ignited and spilled some crude oil into the James River.
- On 31 December 2013, in Casselton, North Dakota, a derailment and fire led to the forced evacuation of approximately 1400 people. About 400 000 gallons of crude oil spilled and ignited.
- On 09 November 2013, a train was crossing a timber bridge above a wetland when 25 tank cars derailed near Aliceville, Alabama. Each tank car was carrying 30 000 gallons of crude oil.
- On 11 September 2013, an oil train derailed in Calgary, Alberta. Several homes were evacuated. No one was injured and no oil was released (TSB Railway Investigation Report R13C0087).
- In July 2013, a unit train with 72 tank cars, each carrying 113 000 litres of light crude oil from the Bakken formation in North Dakota, ran away and derailed. Sixty-three of the tank cars were damaged, releasing product that ignited in the city of Lac-Mégantic, Quebec, killing 47 people. This was the worst rail accident in Canada in over 100 years. About 100 000 to 120 000 litres of oil are estimated to have been released into the Chaudière River (TSB Railway Investigation Report R13D0054).
- In May 2013, a train derailed near Jansen, Saskatchewan; 5 cars rolled over on their side. One of the cars released 575 barrels of oil (TSB occurrence R13W0145).
- In April 2013, a train derailed in White River, Ontario, releasing 400 barrels of oil (TSB Railway Investigation Report R13T0060).
- In 2011, a train derailment in Arcadia, Ohio, led to a large fire, and release of 2980 m3 of ethanol.
- In Februar 2009, the derailment of a train in Cherry Valley, Illinois, killed 1 person and injured 7 people. Following the derailment, 15 cars rolled on their side, 13 of which were breached, resulting in the release of 1226 m3 of ethanol.
- In 2005, there was a major release of heavy fuel oil (700 000 litres) and pole treating oil (88 000 litres) due to a main-track derailment near Wabamun, Alberta (TSB Railway Investigation Report R05E0059).
Appendix D – Comparative table of TC/DOT-111 and TC-117 tank car characteristics
| Specifications | Existing older TC/DOT-111 tank cars | TC/DOT-111/TP14877 built since 2011 to the standard published in Part II of the Canada Gazette on 02 July 2014 | TC-117 |
|---|---|---|---|
| 1. Head shields | No | Half | Full |
| 2. Top fitting protection | Optional | Mandatory | Mandatory |
| 3. Thermal protection (jacket) | Optional | Optional | Mandatory |
| 4. Steel thickness | 11.1 mm (7/16 inch) | 12.7 mm (½ inch) for non-jacketed cars 11.1 mm (7/16 inch) for jacketed cars |
14.3 mm (9/16 inch) |
| 5. Electronically controlled pneumatic brake system | No | No | NoFootnote * |
| 6. Performance standard for bottom outlet valves | No | No | Yes |
| 7. Performance standard for thermal protection, top fitting protection and tank head and shell resistance to puncture | No | No | Yes |
Footnotes
- Footnote *
-
Transport Canada indicated its intention, following consultations,
to consider including braking provisions, such as electronically
controlled pneumatic (ECP) brakes, in train operating rules as opposed
to the new TC-117 tank car standard.
Footnotes
- Footnote 1
-
All times are Atlantic Standard Time.
- Footnote 2
-
Wayside inspection systems (WIS) include hot box and dragging equipment detectors and some have wheel impact load detectors.
- Footnote 3
-
Closest weather station to the accident site.
- Footnote 4
-
Wheel impact load detectors (WILD) measure the impact load generated
by each wheel of a car and identify wheels with flats, and wheels whose
running surface exhibits shelling or spalling, is out-of-round or is
affected by an excess of metal.
- Footnote 5
-
Car CRDX 15109 was received by Canadian National on 05 January 2014.
- Footnote 6
-
TSB Railway Investigation Report R04Q0040.
- Footnote 7
-
Association of American Railroads (AAR); Casualty Prevention
Circular No. CPC-1232 (issued 31 August 2011) pertains to cars built for
the transportation of packing groups I and II products with the proper
shipping names petroleum crude oil, alcohols, denatured ethanol, or
ethanol/gasoline mixture.
- Footnote 8
-
Pipeline and Hazardous Materials Safety Administration (PHMSA),
PHMSA-2012-0082 (HM-251): Hazardous Materials: Rail Petitions and
Recommendations to Improve the Safety of Railroad Tank Car
Transportation (RRR) (06 September 2013).
- Footnote 9
-
SCS: Statoil Cheechum Syn-bit
- Footnote 10
-
LSB: Light Sour Blend
- Footnote 11
-
Transport Canada (in coordination with United States Department of
Transportation and Secretariat of Transport and Communications of
Mexico), 2012 Emergency Response Guidebook (2012), Guide 115: Gases–Flammable (Including Refrigerated Liquids), p. 168.
- Footnote 12
-
Ibid, Guide 128: Flammable Liquids (Non-Polar/Water-Immiscible), p. 194.
- Footnote 13
-
Association of American Railroads (AAR) Rule 41 of the 2013 Field Manual of the AAR Interchange Rules specifies, in part, “Whenever any shell or spall is 1 inch or more in diameter, the wheel must be removed from service.”
- Footnote 14
-
S. Kalay, D. Stone, and C. Lonsdale, Transportation Technology Center, Inc., Effect of Wheel Impact Loading on Shattered Rims (2001).
- Footnote 15
-
C. Londsdale and P.A. Meyer, Use of Phased Arrays for Ultrasonic Testing of Railroad Wheels (1999).
- Footnote 16
-
Transportation Technology Center, Inc., Technology Digest TD-11-021, Microcleanliness and Residual Hoop Stress of Vertical Split Rim Wheels (July 2011).
- Footnote 17
-
Association of American Railroads Car Repair Billing Data.
- Footnote 18
- Association of American Railroads, Manual of Standards and Recommended Practices, Section C – Part III, Specifications for Tank Cars, Specification M-1002, Chapter 2, section 2.7.4.1, October 2007 (amended 31 August 2011), p. 57.